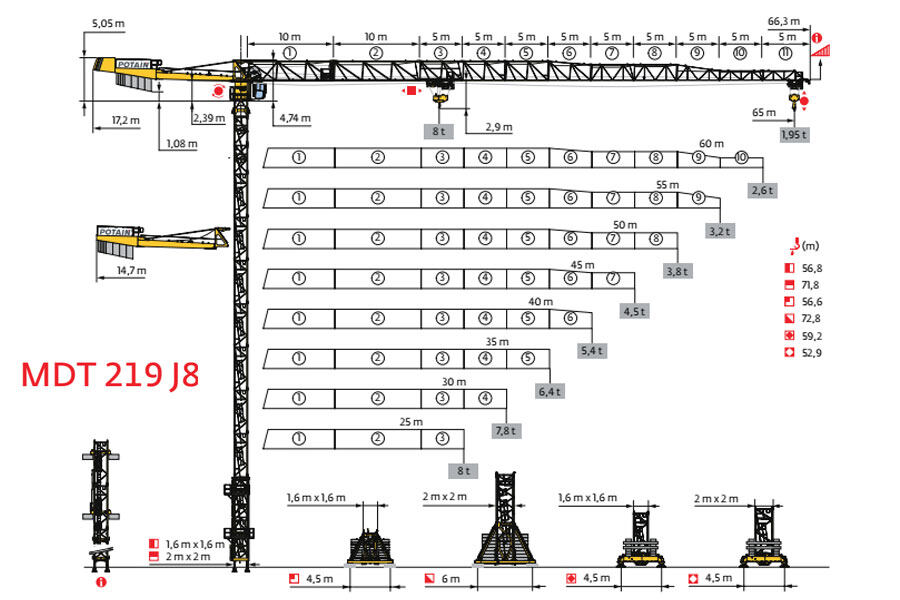
二手波坦MDT 219 J8塔吊结构件的无损检测标准应遵循相关国家或国际标准,以确保其安全性和可靠性。以下是一些可能的检测标准:
一、焊缝质量检测
焊缝质量等级:
根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,选用不同的质量等级。
对接焊缝应焊透,其质量等级在受拉时应为一级,受压时应为二级。
无损检测方法:
可以采用磁粉探伤(MT)、渗透检测(PT)、射线检测(RT)、超声检测(UT)等方法。
磁粉检测技术主要利用磁场自身的连续性,检验过程中如果起重机械出现裂纹、裂缝,其磁场则出现明显的断裂情况,在裂缝、裂纹位置呈现出不规则的形状痕迹。
射线检测以X射线技术为基础,对起重机械的焊接部分进行合理的检测,分析其焊接部位的均匀性、焊接厚度,获得相关的数据信息,以直观的形式了解焊接部位,以参数优势来明确起重机械的实际情况。
超声波检测技术利用超声波技术进行传播、反射检验。
涡流检测技术以待测金属板上方放置交流电的线圈为基础,形成交变磁场,在试件内部产生漩涡型的交变电流,利用其涡流进行检验。
检测内容:
可能包括焊缝的可见裂纹、塑性变形、腐蚀与磨损、结构连接、高强螺栓连接等。
检测目的:
发现焊缝中的缺陷,如裂纹、未焊满、咬边、表面气孔、夹渣等,确保焊缝的承载能力和安全性。
二、结构件其他检测
裂纹检测:
检测部位包括行走底盘及底座的最大受力或变截面应力集中部位、回转平台支撑座主要受力焊缝及变截面应力集中部位、起重臂根部焊缝、主弦杆连接焊缝部位等。
可采用渗透或磁粉检测方法,进行探伤检测。发现疑问时,可采用超声检测或射线照相等方法无损检测。
变形检测:
检测部位包括塔身节主弦杆直线度偏差、对角线偏差、塔身垂直度,起重臂、平衡臂、塔帽、顶升套架主弦杆直线度偏差等。
在设备解体状态,应采用适当的器具(如经纬仪、卷尺等)测量直线度偏差、对角线偏差等。设备组装后,应采用经纬仪测量塔身的垂直度偏差。
销轴与轴孔的磨损及变形检测:
检测部位包括目测有明显磨损及变形的重要结构件销轴与轴孔,以及起重臂、平衡臂臂架节间及根部连接、塔帽根部连接等经常承受动载荷的销轴与轴孔。
在设备解体状态,采用适当的器具(如游标卡尺、内外卡钳等)测量销轴与轴孔的实际尺寸。
三、检测周期与报告
检测周期:
应根据使用情况和相关规定进行,以确保焊缝和其他结构件的持续完整性和安全性。
检测报告:
检测完成后,应提供详细的检测报告,包括检测方法、检测结果、缺陷等级和建议的整改措施。
四、其他注意事项
检测人员资质:
进行塔吊焊缝和结构件检测时,应由具有相应资质的检验机构和持有合格资质的检验人员执行,确保检测结果的准确性和可靠性。
安全监控:
塔吊宜安装安全监控管理系统,以符合相关标准的要求,如GB/T 28264《起重机械安全监控管理系统》等。
综上所述,二手波坦MDT 219 J8塔吊结构件的无损检测标准涉及多个方面,包括焊缝质量检测、结构件其他检测、检测周期与报告以及其他注意事项等。这些标准旨在确保塔吊的安全性和可靠性,降低事故风险。