矿用自卸车燃油箱的改进
我公司几辆TEREX3307型矿用自卸车使用2年后,陆续出现燃油箱开裂漏油现象。我们曾经采用传统焊接工艺对该型车辆燃油箱裂缝进行修复,即先在裂缝两端各钻通1个小孔,然后将裂缝开出坡口并进行预热,最后进行焊接并缓慢降温。但燃油箱经修复后使用几天,便在焊缝附近再次出现裂纹,严重影响自卸车使用效率。为此,我们决定对燃油箱结构进行改进。 1.存在问题及开裂原因 (1) 存在问题 改进前,燃油箱外形为方形,
 易购AI小易生成
易购AI小易生成 我公司几辆TEREX3307型矿用自卸车使用2年后,陆续出现燃油箱开裂漏油现象。我们曾经采用传统焊接工艺对该型车辆燃油箱裂缝进行修复,即先在裂缝两端各钻通1个小孔,然后将裂缝开出坡口并进行预热,最后进行焊接并缓慢降温。但燃油箱经修复后使用几天,便在焊缝附近再次出现裂纹,严重影响自卸车使用效率。为此,我们决定对燃油箱结构进行改进。
1.存在问题及开裂原因
(1) 存在问题
改进前,燃油箱外形为方形,其结构如图1所示。箱体由2块钢板弯成“梯形”后焊接而成,钢板厚度为3 mm。箱体内焊接2块带过流孔的内部挡板,以减缓车辆行驶时燃油的惯性冲击。箱体上安设清洗口、出油与回油接头、放油螺塞及油量指示表等部件。
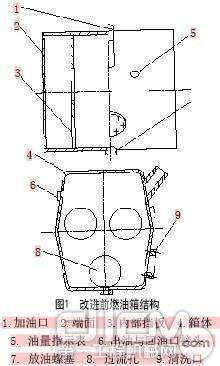
图1 改进前燃油箱外形结构
改进前,燃油箱两端面开裂部位集中分布在4个角,裂缝约呈45°角分布且无规律;由于燃油箱底部4个内角残存油污很难清理干净,导致焊补时容易引发安全事故;由于燃油箱箱体上的清洗口位置不合理,给清洗油箱内壁造成不便。
(2) 开裂原因
经分析,燃油箱开裂原因有以下3点:
一是燃油箱承受载荷、振动大。自卸车在加速、紧急制动、转弯以及行驶在凹凸不平的路面时,箱体受到燃油的冲击载荷较大。由于油箱壁厚过于单薄,抗冲击强度不足,致使箱体疲劳开裂。
二是燃油箱采用“方形”结构,在箱壁的局部易产生应力集中。特别是箱体两端面4个角的应力最为集中,当受重载冲击和振动时,此处最容易开裂。
三是2条固定带很难将方形燃油箱紧固,当自卸车行驶时,油箱底面与燃油箱安装架之间产生摩擦,便引起燃油箱钢板疲劳开裂。
本文为《工程机械与维修》杂志独家供稿,转载请注明来源——第一工程机械网,违者必究!!!
#d1cm#page#
2.改进方案
针对燃油箱开裂原因,为了消除应力集中、方便清洗和紧固,将新燃油箱箱体设计为长1000 mm、直径 850 mm的圆柱形结构,如图2所示。具体改进部位如下所述。
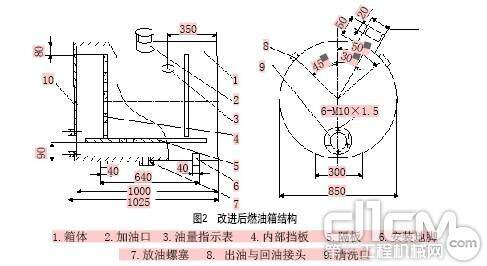
图2 改进后燃油箱外形结构
(1) 箱体
采用圆柱形箱体可改善箱体受力状况,使燃油对箱壁的冲击过渡平缓。箱体材料选用可焊性较好的A3 钢板,并将箱壁钢板厚度增加到5 mm,以增强箱体强度。先用卷弯设备将箱体钢板卷为圆柱形,再焊接接口,并使焊缝置于油箱顶部。箱体两端面由2块直径为850 mm的钢板焊成。以上焊接部位,焊缝高度均为5 mm。
(2) 内部挡板
改进前、后燃油箱内部挡板结构对比如图3所示。改进前燃油箱内有2块内部挡板,每块内部挡板上有3个过流孔,过流孔孔径大且随意分布。上述结构得从清洗口伸手(通过挡板过流孔)清洗油箱底4个角落极不方便。
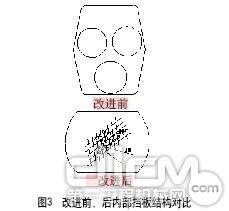
图3 改进前、后燃油箱内部挡板结构对比
改进后的燃油箱在距箱底90 mm高的位置上,焊有1块隔板,隔板下预留箱底清洗通道,2块挡板焊接在隔板上,隔板圆周与箱体内壁焊接在一起。改进后的燃油箱过流孔孔径小且均匀分布,这不仅能对燃油的冲击产生阻尼、减缓作用,还方便箱底清洗。
(3) 清洗口
清洗口是为了清洁燃油箱而设计的一个法兰接口。原燃油箱的清洗口布置在箱体正面,距箱底40 mm,从清洗口经内部挡板过流孔清洗油箱四角要拐多道弯,残留油污不易清理。改进后的清洗口布置在燃油箱端面接近箱底处,其与隔板下的空间可形成清洗油箱直通道,方便清除油垢。
(4) 安装架
改进前,原方形燃油箱直接放在安装架上,车辆运行久后箱体容易由摩擦产生开裂,从而引起漏油。改进后,重新给圆柱形油箱设计了1个安装架,且在油箱底部焊接1块尺寸与安装架相配合的槽形钢。该槽形钢座落在安装架内,起限位作用,这样燃油箱便不容易产生位移,从而避免了箱体开裂现象。
3.改进效果
TEREX3307型矿用自卸车燃油箱经改进后,彻底解决了燃油箱漏油问题,节约了修理成本,清除了安全隐患,并提高了自卸车利用率。改进后燃油箱技术性能稳定,经多年使用无开裂漏油现象,得到了厂家的认可,并在新出厂的自卸车上得以应用。
本文为《工程机械与维修》杂志独家供稿,转载请注明来源——第一工程机械网,违者必究!!!














期待你的精彩评论