路面冷铣刨机行走缓慢故障的排查

我单位1台原装进口W1000F型路面冷铣刨机(以下简称铣刨机)于10年前购置,经过多年使用后,其液压系统故障频发,返厂维修费用较高,维修周期长。为此,我们自行排查了一些故障,本文介绍一例行走异常缓慢故障的排查过程。 路面冷铣刨机 1.故障现象 故障表现为启动发动机后,铣刨机空载行走速度正常;扳动铣刨鼓转动开关,铣刨鼓空载运转正常,发动机转速最高可达2300 r/min;当铣刨机开始作业,
 易购AI小易生成
易购AI小易生成 我单位1台原装进口W1000F型路面冷铣刨机(以下简称铣刨机)于10年前购置,经过多年使用后,其液压系统故障频发,返厂维修费用较高,维修周期长。为此,我们自行排查了一些故障,本文介绍一例行走异常缓慢故障的排查过程。

路面冷铣刨机
1.故障现象
故障表现为启动发动机后,铣刨机空载行走速度正常;扳动铣刨鼓转动开关,铣刨鼓空载运转正常,发动机转速最高可达2300 r/min;当铣刨机开始作业,铣刨深度达到4 cm时,铣刨机行走异常缓慢,达不到设定的行驶速度,且铣刨鼓工作吃力,发动机转速也随之降到2100 r/min。
2.检查和分析
根据故障现象,依次进行了以下检查:查看系统4条行走履带无异响,无油液渗漏和异物卡滞,机械传动正常;铣刨机在空载行走过程中,行走履带和工作装置动作正常,说明电控系统不存在故障;检测发动机缸压等工作性能参数,数据显示正常。
以上检查均未发现故障,估计行走液压系统存在故障。液压泵、马达容积效率降低以及其他元件磨损严重,都可导致铣刨机行走异常缓慢。
3.行走液压系统工作原理
铣刨机的行走液压系统由行走驱动泵、行走马达、流量分配阀、二位四通电磁阀以及管路等组成,具体分析如下。
⑴ 流量分配阀和二位四通电磁阀
如图1所示,P为与行走驱动泵输出端相连接的高压油口,P1为与二位四通电磁阀A端相连接的流量分配阀的压力油口,P2为与二位四通电磁阀a端相连接的流量分配阀的压力油口,P3为驱动泵输出的高压油,A、B、C、D分别为与4个行走马达相连接的压力油口。

图1
二位四通电磁阀的作用是强制流量分配。当其开启时,电磁线圈通电,使阀芯左移,由驱动泵输出的高压油经P3压力端从阀芯的a端流出,流入流量分配阀的P2端,进而推动流量分配阀的比例阀芯左移,从而使P油口的压力油流经流量分配阀,分成流量相等的4个油路A、B、C、D,驱动4个行走马达,实现铣刨机4条履带同步行走。同时行走马达的回油流至驱动泵的吸油口形成闭式回路。
当二位四通电磁阀关闭时,驱动泵的压力油经P3压力油口流入电磁阀的左端,从电磁阀芯A端流出,流入流量分配阀的P1端,进而推动流量分配阀的比例阀芯右移。当右移到比例阀芯的最右端时,从驱动泵输出的高压油经压力油口P,分别接4个行走马达的A、B、C、D压力油口,流量分配阀的流量分配功能不起作用。此时通往行走马达的液压油流量有可能不等,铣刨机4条履带行走可能不同步。可见,若二位四通电磁阀出现故障,可能造成铣刨机行走异常。#d1cm#page#
⑵ 行走马达液压回路
如图2所示,PA(A端)为流量分配阀输出的高压油;PA(B端)为行走马达输出压力油,T为壳体泄漏油口,PX(X)为排量控制油口。行走马达的变挡开启压力为25 MPa,变挡关闭压力为30 MPa,制动1挡换2档时的变挡压力为3.5 MPa。
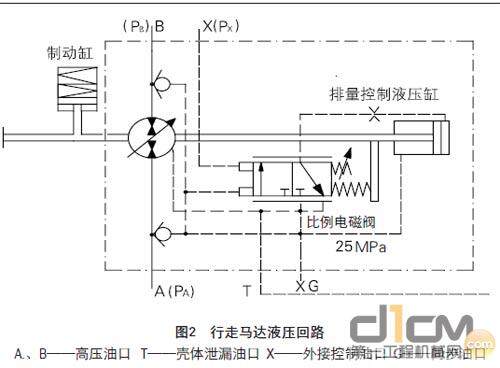
图2
当PX =0,且0
当PX =0,且25 MPa
4.故障诊断流程
我们根据铣刨机各故障点的可能性大小及先易后难的原则,编制了故障诊断流程图(见图3),其目的是将现场故障排除方式与步骤确定下来,以便以最佳途径查找出故障点。
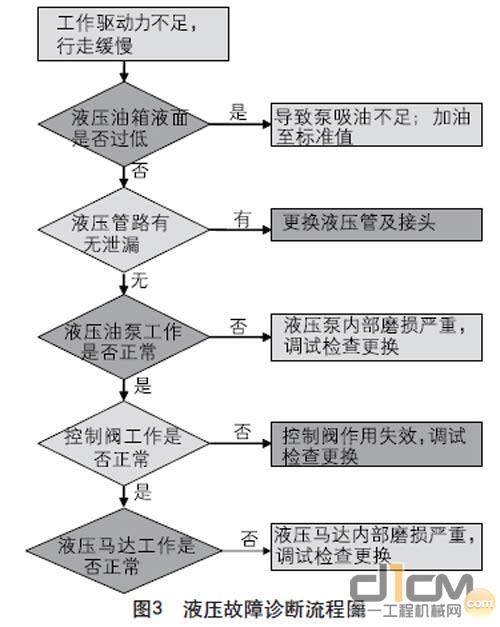
图3
5.故障排查
⑴ 检测行走驱动泵
铣刨机的行走驱动泵是带补油泵的斜盘式轴向柱塞变量泵,铣刨机作业时行走异常缓慢,应首先检测其工作压力。使用测压表在该泵的测压接头上进行检测,在行走状态下加大油门测量高压油口压力,应为35 ~ 42 MPa之间。检测结果显示该泵的行走驱动压力达到了38.7 MPa,压力值在正常范围之内。
⑵ 检测流量分配阀
在铣刨机处于行走挡状态下,检测4条履带行走速度正常;检测流量分配阀上的A、B、C、D油口压力数值相同,说明流量分配阀工作正常。
⑶ 检测行走马达
铣刨机的4个行走马达均是斜盘式轴向柱塞变量马达。在4个行走马达的排量控制缸位置G接口,分别安装测压接头,在铣刨机行走挡状态,测得4个液压马达的G测点压力为23 MPa,略高于额定压力21 MPa,但也在正常范围之内。
继而进行负载检测,在低速挡作业、沥青路面的铣刨深度为4 cm时,检测发现右后支腿的行走履带被其他3条履带拖动行走,动作迟滞、缓慢;随着负载的增大,该履带转动缓慢的现象更加明显,说明该条履带的行走马达可能有故障。在铣刨机负载时,对4个行走马达分别测压,右后支腿液压马达的压力值明显低于其他3个液压马达,由此判定铣刨机右后支腿的行走马达出现故障。
经拆检发现,该行走马达的配流盘与缸体接触面、柱塞、斜盘等均严重磨损,考虑到进口马达购置费用较高,将该马达进行了修复。修复后安装试机,铣刨机带载行走恢复正常。
(作者地址:北京市朝阳区东坝河 北京市市政一建设工程有限责任公司道路机械化施工处 100102)













期待你的精彩评论